



免责声明:以上所展示的信息由会员自行提供,内容的真实性、准确性和合法性由发布会员负责。中国照明网对此不承担任何责任。
友情提醒:为规避购买风险,建议您在购买相关产品前务必确认供应商资质及产品质量,保障您的交易安全!
已过期 2014/07/30发布

详细说明
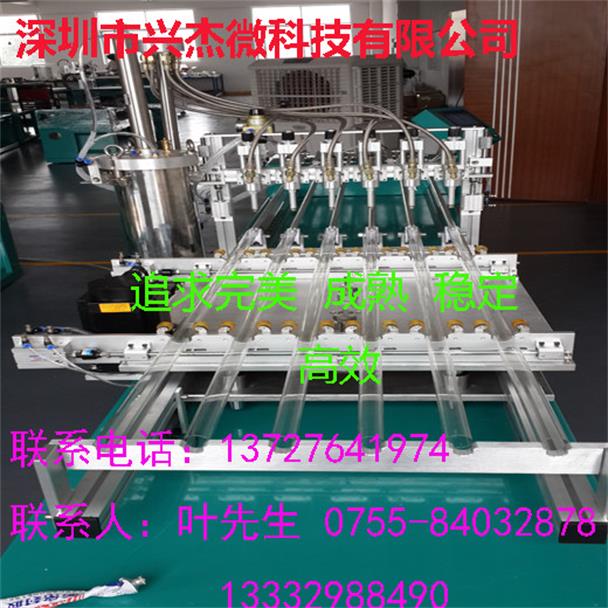
LED T8灯管点胶机技术要求
1. 玻璃管长度600~1200mm
2. 铝基条长度600~1200mm
3. 每次点胶组装6条
4. 6点胶头单独控制,胶量可调
5. 6条点胶阀可单独控制,开关
6. 玻璃管单独检测,任意位置缺料可自动关闭对应胶阀
7. 铝基条、玻璃管定位压紧机构
8. 点胶组装后保压,时间可任意设定
9. 控制系统用PLC+人机介面
灌胶设备为你解决
胶水封装作为产品生产中的重要组成部分,但传统的灌胶方式普遍遇到的问题是:
1. 生产操作难把握,灌胶量大造成浪费,人工很难控制流量,弄脏产品,造成废品
2. 产品质量一致性差,生产过程不可控因素多,每批产品的质量起伏不定,一致性差
3. 人工难管理,人工贵,灵活性不强,难招人等
4. 解决淡旺季订单不一致的人工需求,提高工厂形象,促进客户成交
我们的宗旨是为企业降低成本,提高输出产品质量,提高产量,协助客户提升企业市场竞争力。
设备工作程序
1. 两人工分别将6根灯管与6根灯条上到灯管安放模块与灯条安放模块上
2. 上灯条的工作人员按下电控箱上的起动按钮
3. 出胶头在气缸驱动下下移至预定位置,同时灯管安放架上的灯管夹夹紧灯管,灯管安放模块向右移动到预定位置
4. 灯条安放模块向左移动
5. 当灯条安放模块上的灯条前瑞到达出胶头位置时,出胶头开始出胶
6. 当灯条安放模块上的灯条末瑞快到达出胶头位置时,出胶头开始关胶
7. 灯条安放模块继续向左移动,当灯条末端到达出胶头位置时,灯条安放模块后退移动一段距离,同时出胶头向上移动,托胶板向右移出
8. 灯条安放模块再向左移动,至到灯条末端插入了灯管后再停下
9. 灯管座在气缸驱动向下移动,至使灯管与上好胶的灯条在弹力作用下粘接,紧接着灯管座上升回到原位置
10. 灯条安放模块向右回退至初始位置,同时灯管安放模块向左回退至初始位置
11. 进入下一循环。

免责声明:以上所展示的信息由会员自行提供,内容的真实性、准确性和合法性由发布会员负责。中国照明网对此不承担任何责任。
友情提醒:为规避购买风险,建议您在购买相关产品前务必确认供应商资质及产品质量,保障您的交易安全!